

 English
English























STAINLESS STEEL 431
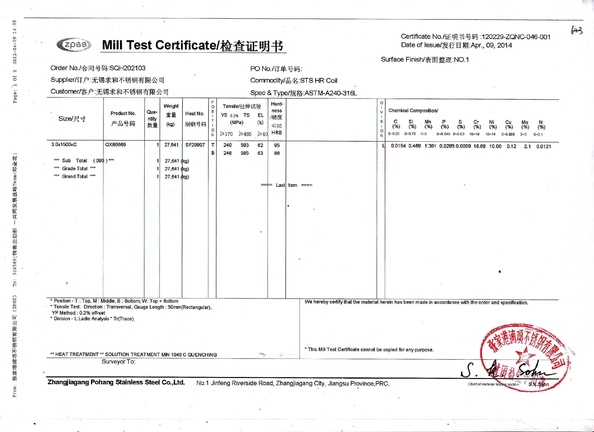
| CHEMICAL ANALYSIS | |
|---|---|
| C | Carbon 0.20 max |
| Mn | Manganese 1.00 max |
| P | Phosphorus 0.040 max |
| S | Sulfur 0.030 max |
| Si | Silicon 1.00 max |
| Cr | Chromium 15.00 – 17.00 |
| Ni | Nickel 1.25 – 2.50 |
GENERAL CHARACTERISTICS OF STAINLESS STEEL 431
This alloy displays improved corrosion resistance and toughness as a quench-hardenable stainless steel.
APPLICATIONS OF STAINLESS STEEL 431
This alloy is used for forged aircraft fasteners and fittings and should be considered for structural parts in marine atmospheres.
Type 431 is used in highly-stressed aircraft components, fasteners, bomb racks, bolting, pump shafts and valve stems. It is suitable for applications requiring a combination of corrosion resistance, hardness and toughness from –100/1200ºF (-70/650ºC.)
FORGING STAINLESS STEEL 431
This alloy takes well to hot heading and drop forging. Heat to 2100/2200ºF (1150/1205ºC), then forge; cool small forgings slowly and large forgings in dry lime or ashes. Cool to room temperature before post-forge annealing. Do not forge below 1650ºF (900ºC.)
HEAT TREATMENT
ANNEALING
Heat to 1200/1250ºF (650/675ºC), soak and air cool. This treatment is best for most machining operations.
HARDENING
Heat to 1800/1950ºF (980/1065ºC) – soak and oil quench or air cool. If tempering below 700ºF (370ºC) use the high side of the austenitizing temperature for the best toughness, and similarly the low side of the austenitizing temperature when tempering above 1100ºF (540ºC) for best toughness.
TEMPERING
Temper at a temperature to give desired mechanical properties. Soak at least one hour – longer for large parts – and air cool. Tempering between 700/1050ºF (370/565ºC) may result in lower toughness and corrosion resistance, but depending upon other required properties it may still be necessary to forsake some toughness and corrosion resistance. Experience will be the guide here.
MACHINABILITY
The alloy shows fairly good machinability, but there will be some gall and build up on the cutting edge of the tools.
WELDABILITY
The base metal should be preheated to 400/600ºF (205/315ºC) and the temperature maintained at 400ºF (205ºC) during welding. A post-weld treatment at 1200ºF (650ºC) should be carried out on the weldment as soon as possible after cooling to room temperature.